1 / 5
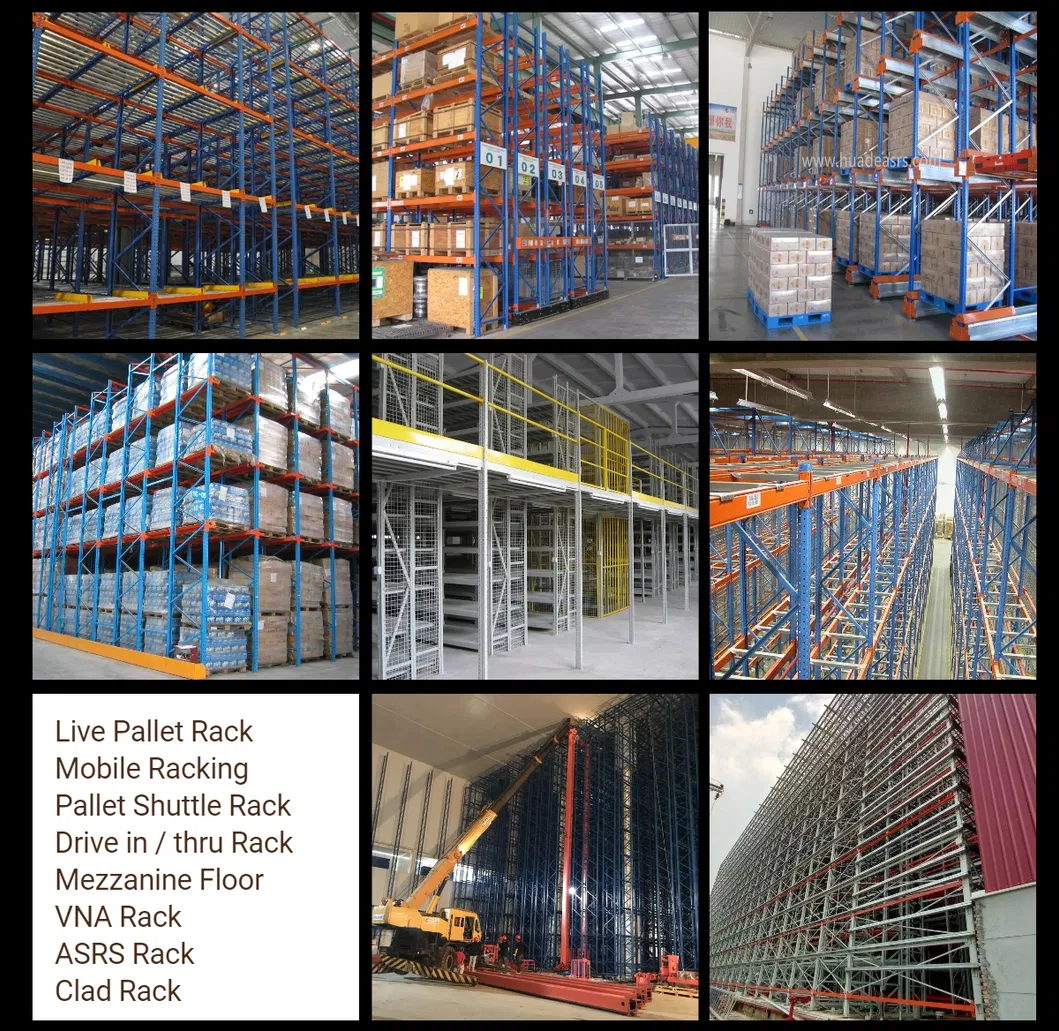
Space-Saving Motorized Mobile Shelving System
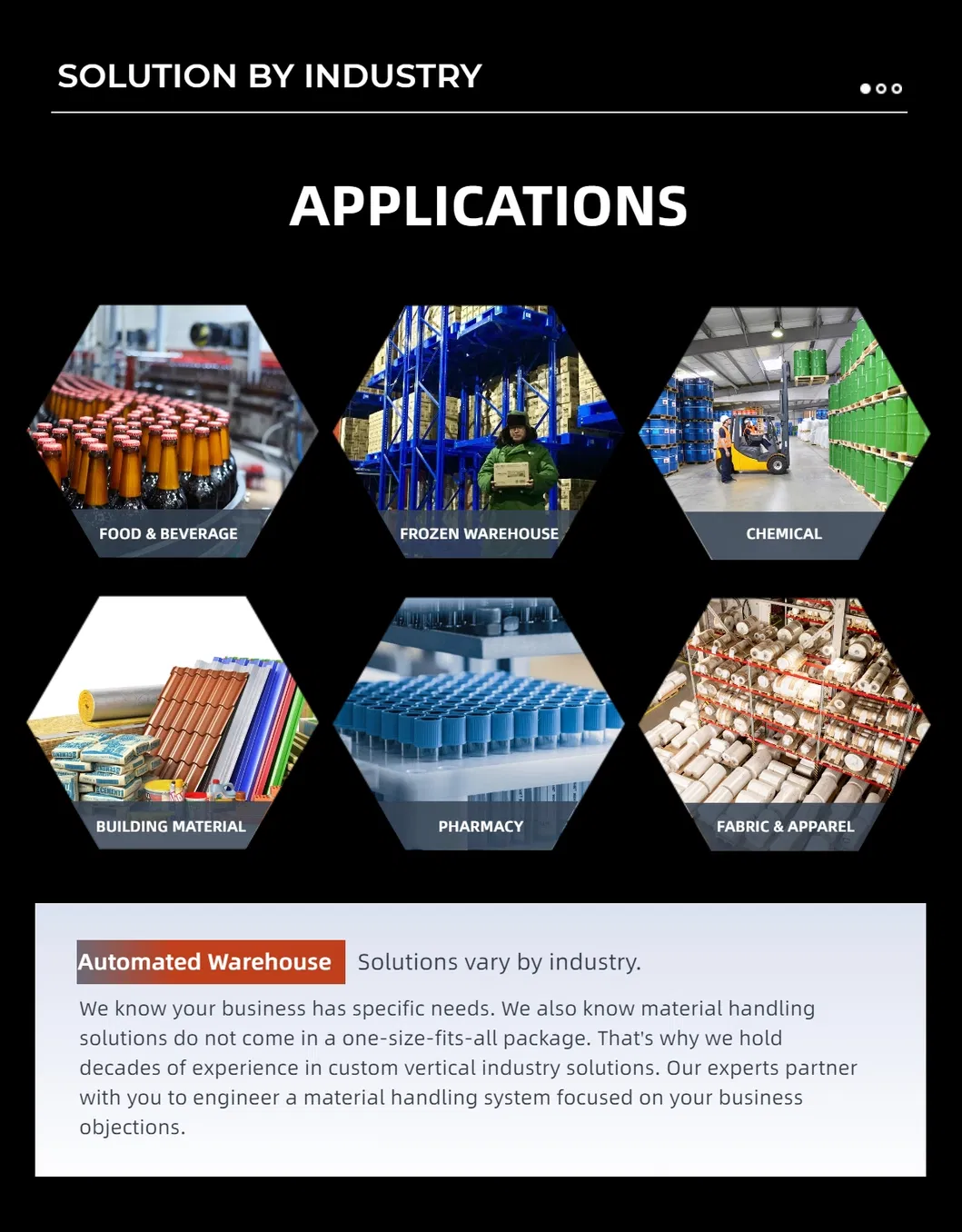
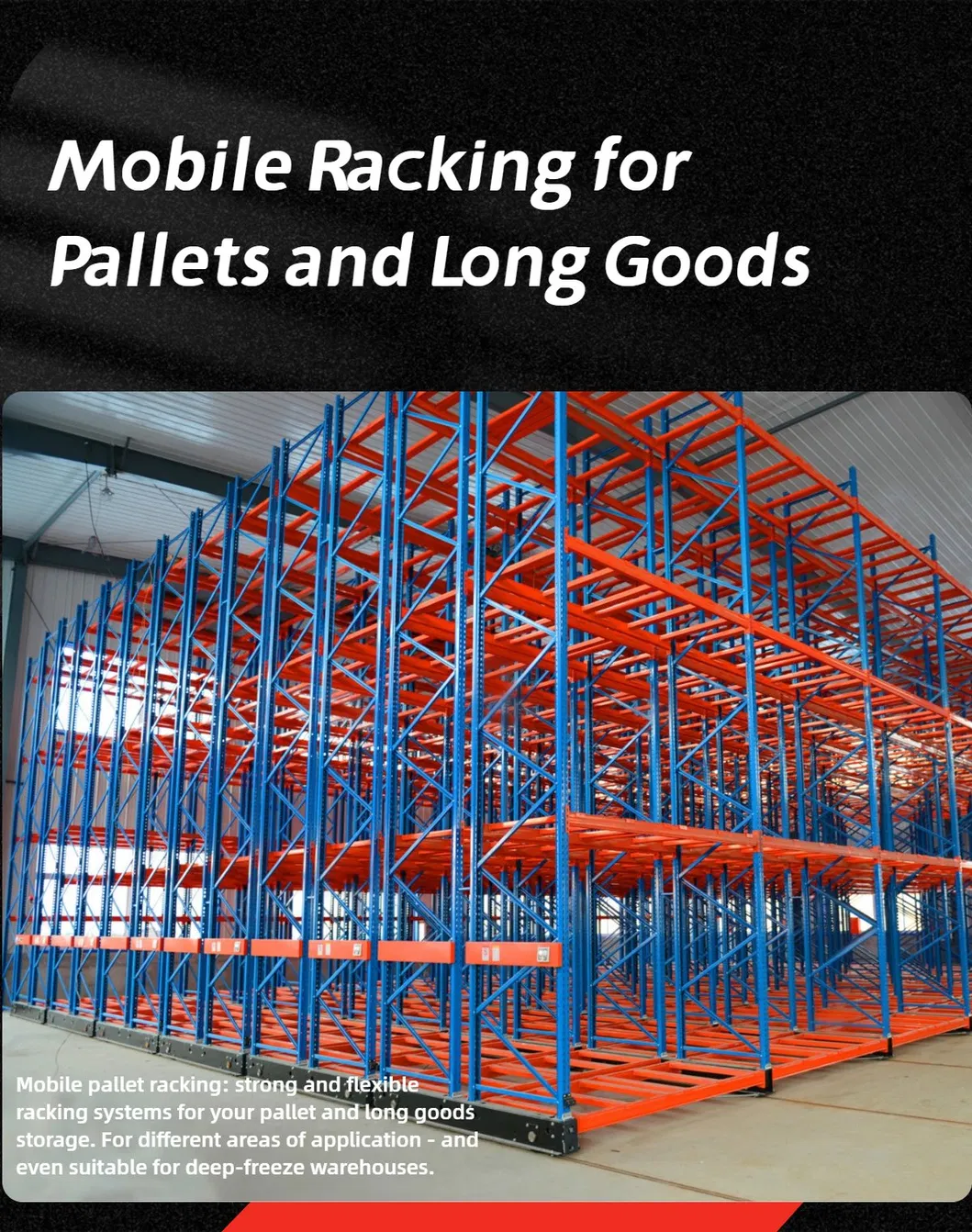
The motorized mobile pallet rack, also known as an aisle-opening pallet rack, is a high-density, selective storage solution ideal for production workshops, distribution centers, and cold storage facilities. By mounting conventional pallet or cantilever racking on steel-framed mobile trolleys with built-in motors, this system eliminates the need for multiple fixed aisles.
Core Advantage: Significantly reduces required storage area or doubles capacity within the same footprint. Smooth wheel sets allow uprights to bear heavy-duty loads up to 24 tons per bay.

Rail Type System: Suitable for heavy-duty scenarios. These racks are set on embedded parallel rail systems, providing maximum stability for heavy pallets, containers, or barrels.

Non-Rail Type System: Uses urethane wheels to protect floor surfaces. Ideal for rented warehouses or food/pharmaceutical plants where floor modification is not desirable.

Cantilever Series: Specialized for long or irregular loads, available in standard or rear cantilever configurations.